18336065555
18336065555
���ߣ����u�����r�g��2019-07-12
��������˽��҂��ĮaƷ�����ԓܴ��ҹ�˾���N�۟ᾀ���c���·����o�ھ���ԃ�r��
�����ܴ��Ԓ���������ݣ�18336065555
��ԭ�V���_�ɡ��P�b���\ݔ�ͼӹ��^���п��������С��һ����ʽ�������F������ìF�г��F���ͽ���̽�y���y�ԣ������C⁴��F�V�ȏ����ԵV������鹤���г��F�������y���@Щ�F���Sԭ�Vһ���M������C�������C�^�F������C�^�F������r���Ѽy�����¼��w�����p�����ϱۼ��r���Ʉӡ����S�M�ࡢ���X��ƫ���~�ס�ƫ���r�ס��¼��w�r��ֹ���S�П��p���ش��O����ϼ��¹ʣ�����Ӱ����a��������������C������ĺ����a�ɱ�����ˣ����x�V�����^���мӏ�����C�^�F���o�Ȟ���Ҫ��
1���F���
1.1�����鹤ˇ�O�了��
���R�x�V�Sһ������ϵ�y�OӋ�a�ܞ�650 �ft/a����������һ�]·�������̣���Ҫ�nj�0��1 000 mm ���C⁴��F�V������ -12 mm �������ڵ���95% ��ԭ�V����������2 �_CH880 �A�F����C����������2 �_CH895 �A�F����C��1 �_CH880 �A�F����C����������2 �_����Cǰ�����b��1 �_�Pʽ늴ų��F��������ϵ�y���b��1 �_��ʽ늴ų��F������ˇ������D1 ��ʾ����Ҫ�O�䅢�����1��2 ���С�
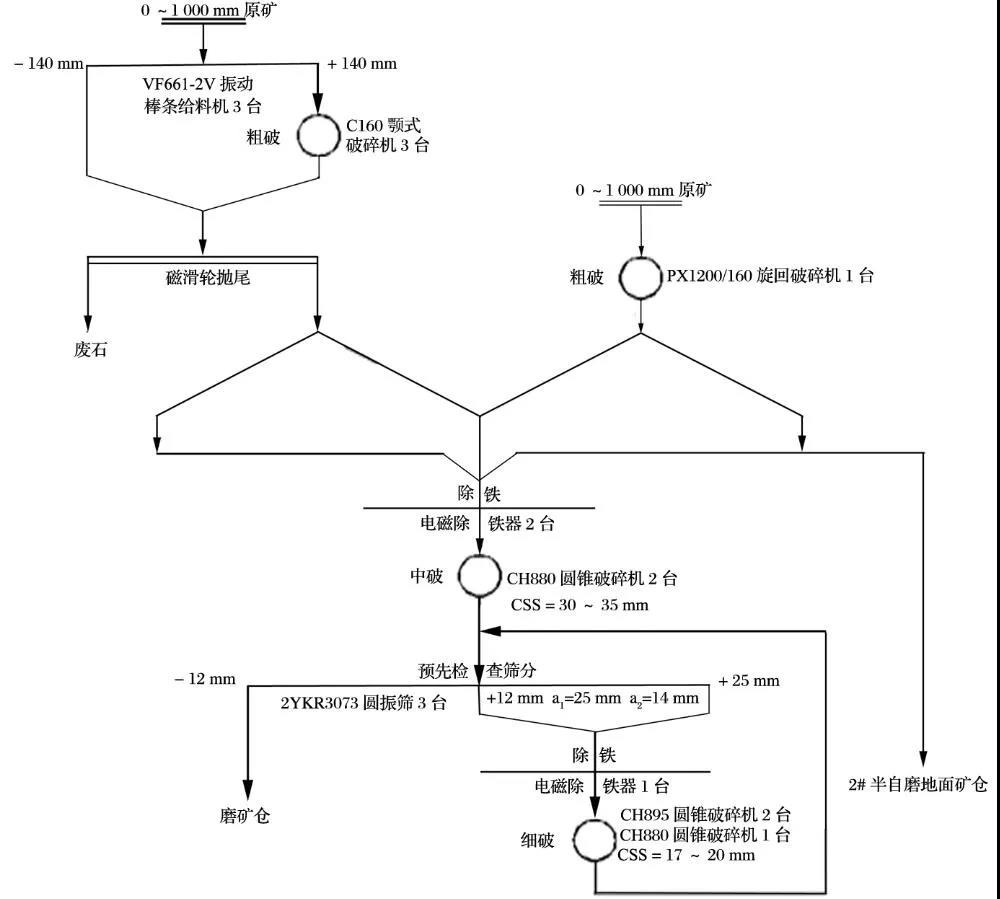
�D1 ����ϵ�y��ˇ����
��1 ����C��Ҫ����

��2 늴ų��F����Ҫ����

1.2��ϵ�y���F�F��
�ڌ��H���a�^���У�ԭ�V���y�Ա����F��A�s�������е��F������^�����е��F����ԭ�V������^��е��F��K�Ⱥ��|���^�Pʽ���F���͎�ʽ���F���o����Ƹ��i��r�塢�Ͻ���@�^�����X���������F�ֻ��������C�l���^�F�������˹����r���������F��������{������C�İ��ͷ����\�С�
2���^�F������C�ēp��
2.1�����F�r���Ѽy
����C�l���^�F�����������C�ӡ����F�r���Ѽy���Ķ��s���r��ʹ�É��������ӂ�����ġ����F�r���Ѽy��D2 ��ʾ��

�D2 ���F�r���Ѽy
2.2���p���ϡ��¼��wֹ�������
����C�^�F��������ϡ��¼��w�B����˨�Ʉӻ���࣬�����ϡ��¼��w�F�ν��|��l�������\�ӣ��p��ֹ�ڡ���ֹ��ĥ�p������¼��w�g϶��Ϻ�����C���o�������\�У�ֻ����ί�ޏͺ��������ʹ�á����F�r���Ѽy��D3 ��ʾ���ϡ��¼��wֹ�������ĥ�p��D4 ��ʾ��

�D3 ���F�r���Ѽy

�D4 �ϡ��¼��wֹ�������ĥ�p
2.3��ƫ�ĽM����ֹ���S�Гp��
����C�^�F��������S�cƫ���~���γ���Խ��|���Ħ����ֹ���S���eλ�\�У�������ƫ���~�ס�ƫ���r�ס��¼��w�r��ֹ���S�П��p�¹ʡ� ƫ���~�ן��p��D5 ��ʾ���¼��w�r�ן��p��D6 ��ʾ��

�D5 ƫ���~�ן��p

�D6 �¼��w�r�ן��p
2.4���ϼ��w��ĥ�p���Ѽy
����C�^�F��������ϼ��w�r�̶���˨�����ࡢ�ϼ��w�r���Ʉӡ��Ѽy�������ϼ��w��ĥ�p���Ѽy�������ϼ��w�o��ʹ�á��ϼ��w�r���Ѽy��D7 ��ʾ���ϼ��w���Ѽy��D8 ��ʾ��

�D7 �ϼ��w�r���Ѽy

�D8 �ϼ��w���Ѽy
2.5�������X݆�p��
����C�^�F˲�g�����X݆�����ܵ��_��������ɴ��X�����X݆�p����D9 ��ʾ��С�X݆�p����D10 ��ʾ��

�D9 ���X݆�p��

�D10 С�X݆�p��
2.6�����S�M�༰�|�w�Ѽy
����C�^�F˲�g���\�й��ʡ������������ߣ��ŵV�ڷŴ����F��ߴ��^��(���K�@�^�����⡢�l���r���) ��������ǻ�Ȳ��������ų����ڳ��m�ĸ߹��ʺ߉�������������S�M�༰�|�w�Ѽy�����S�|�w�p����D11 ��ʾ�����S�ϲ��M����D12 ��ʾ��

�D11 ���S�|�w�p��

�D12 ���S�ϲ��M��
3����Ҫ��ʩ�����
3.1���^�F����ٙz���O��
����C�\�D�^����ͻȻ�l��“������”�Ľ���ײ�����\�Љ������������ŵV��ͻȻ�Ŵ�������C�l�����^�F��������M��ϵ�y���F����ֹ����ѭ�h�^�F��ͬ�r���ٙz������C��
(1)����ͨ�^�@ʾ���z������C���ʡ��������͜ؼ��ŵV�ڵ��\�Ѕ����Ƿ�������
(2)���ٙz���ϡ��¼��w�B����˨��ֹ���Пo�Ʉӣ�
(3)���ٙz�����Пoй©������x��ϵ�y(Tims) ��ASRi ϵ�y�Пo����̖��
(4)ͣ�C�z�鰲�S�����й��Пo�����λ�ƣ�
(5)����C���^�Fͣ�C��횙z����й��Ƿ���ã��鿴����ǻ�F���Ƿ��ų������������؆�����ֹ��ɰ��S�����S��
3.2�����M����C�������͜ضȱ��oϵ�y
������C�^�F�r���S���F��D����ƫб���^�m�\�D������������͜����ߡ� CH880��CH895 ����C�͜ر��oԭ��飺�������������_��53 ��r���l��B �� (ֻ���@ʾ�����@ʾ���o�������̖��ʾ����λ���ײ��X)�����͜��_��63 ��r������C�Ԅӱ��oͣ�C���������`�������͜ض��_��52 ��r�͕��������Cƫ���~�ס�ƫ���r�ס��¼��w�r�ס�ֹ���S�м����S��ͬ�̶ȵ����Ѻ͟��p�����ˣ����^���ԇ��Ը��M���˽K���M������һ�nj�����C�������͜ر��o��ֵ��63 �����{��49 �棻�������ӽo��ݔ�͎��B�i�b�ã����͜��_��49 ��r���Ԅ�ֹͣ�o��ݔ�͎�������C���D�����͜س��m180 s ����49 �棬����C���Ԅӱ��oͣ�C�������ڍ�λ����С���Ȱ��b��������������͜ض��_��49 ��r�����W�q�����l���������Ĉ������r���э�λ��ȡ�������������M��5 �_����Cƫ���~�ס�ƫ���r�ס��¼��w�r��ֹ���S�����Ĕ����^���Mǰ70% ���ҡ�
3.3����������C�͜�ͻȻ���ߵIJ�������
������C�^�^��ߴ��F��r�����S���~�װl��ӲĦ�����������͜،���������45 �����Ҽ���������48 �����ϣ��˕r�������ȡ���²�����
(1)�ք�ֹͣ�o��ݔ�͎�������C��ؓ���\�У��_���ٽ��������͜ص�Ŀ�ģ�
(2)�քӁ������ߡ����S��ʹ���S�c�¼��w�~��Ӳ���|�c���x�������͜��^�m���ߣ�
(3)���͜���46 ��r��ֹͣ���S늄әC���͜ؿ�����43 �����£�
(4)����C���͜ظ�ͣ�C3 ~ 5 min ���ٴΆ�����늄әC�����D����C������ƫ���~�ס�ƫ���r���¼��w�r���ڸ��͜��°l��ճ�B��������
(5)���͜���43 �����º��B�m���D����C8 ~ 10 min�����͜ص���45 �棬�t�֏��������a������͜��Ը���48 �棬�t�^�m�؏�2��4 ���E������
3.4�����{����C�^�F�������oֵ
����C���S�����O�м��йܣ�������C�^�F�r���йܱ����࣬����ֹͣ��늄әC�����o����C�����OӋ�������oֵ��95��100 MPa���ஔ��43 000 Nm�������`����������ֵ��95��100 MPa �r������C�^�F���йܱ�����ĸ���С�����^�F���o���ã���������ɰ��S�����S�����X���¹ʡ������{ԇ�����С����Ƶĉ����O��ֵ�̶��飺�����{��68��70 MPa�������{��78��80 MPa��ͨ�^��5 ����\�У�ԓ�����������^�F���o���ã������O��������ؓ�����\�С�
3.5�����{CH895 ����Cؓ���\�й��ʡ�����ጷ�ֵ
CH895����C��늄әC���ʞ�750 kW��2013 ����b�r��ؓ���\�й��ʡ�����ጷ�ֵ�քe��700 kW ��7.0 MPa�����\�й��ʻ����_���O��ֵ�r�������y�Ԅ�ጷʼn����������ŵV�ڣ��ų�����ǻ�Ȯ�����ճ��\���У��ŵV���O�Þ�18��21 mm�������\�й��ʞ�500��580 kW��������5.0��5.8 MPa��������C�^�F�r��˲�g�\�й����_650��800 kW�������_6.5��10.0 MPa����ԓ��r���\�н�1 �꣬����C�ӡ����F�r�����Ѽy��ʹ�������^�̣�ֻ��550 h ���ң��������S�����wĥ�p�^�졣���ˣ�����CH895 ����C����ؓ���\�й��ʡ���������ؓ���\�й��ʡ�����ጷ�ֵ�քe���{��600 kW ��6.0 MPa��ͨ�^���{ؓ���\�й��ʡ�����ጷ�ֵ�ӡ����F�r��ʹ�É������L����ֹ2018 ��ʹ�É����_850 h�������S�|�wδ��ĥ�p��
3.6�������ϼ��w�r�װ��b����
�ϼ��w�r�װ��b�ڿ׃ȣ���8 �w�ߏ�����˨�̶��ڿ��m�ϣ�������C�^�F�r���ϼ��w�r�̶���˨���ױ����������r���Ʉ�ĥ�p�ϼ��w�ס���ˣ��ڰl�F�ϼ��w��ĥ�p���ϱۼ��r�װ��b�ι̣������ϼ��w�r���c���|����ͿĨ���I���a�����M�а��b����˨�o�̺������ϱۼ��r���c�׃ȱ��g���Ӽӏ����Թ̶��������^�F�������C�ۼ��r���ɄӶ������O���¹ʡ��ϼ��w�r�������ͿĨ���a����D13 ��ʾ�����Ӽӹ��߰���D14 ��ʾ��

�D13 �ϼ��w�r�������Ϳĭ���a��

�D14 �ϼ��w�r���Ӽӹ��߰�
4���Y�Z
ͨ�^�ӏ�����C�^�F���o������C�\�и��ӷ������\��Ч�ʵõ���ߣ�ʹ����ϵ�y��̎����������700 �ft������K�aƷ-12 mm ���������95.5% ���ϣ����������C������ĺ�ʹ�óɱ���CH880��CH895 ����C�^�F���o����䓼��F�V�I����˾���R�x�V�S�ijɹ����ɞ����еVɽ�ИI����C�^�F���o�ṩ���b��
(1)ͨ�^����C�^�F����ٙz���O�䣬���r�z��o���ϡ��¼��w�B����˨�������ϡ��¼��w�l�������\�ӣ��p������棬���r�l�F�\�й��ʡ��������͜صȮ�����r���Ű��S�����S���O���¹ʵİl����
(2)ͨ�^�����������͜ر��oϵ�y���͜�ͻȻ���ߵIJ���������������ƫ���~�ס�ƫ���r���¼��w�r���F�ز����ڸ��͜��°l��ճ�B�����p�����Ĕ����^����ǰ70% ���ҡ�
(3)ͨ�^�քe���С���������C�^�F�������oֵ���{��68��70 MPa ��78��80 MPa���ڝM�����a��ͬ�r������������C���^�F��ɂ����X݆���X�����S�M����ش��¹ʵİl����
(4)CH895����Cͨ�^��ؓ���\�й��ʡ�����ጷ�ֵ���{��600 kW ��6.0 MPa����p�p������C�^�F���r��ĔD�����ӡ����F�r��ʹ�É�����550 h ���L��850 h��
(5)ͨ�^�����ϼ��w�r�װ��b��������������C�^�F����r���Ʉӓp���ϼ��w�ף����L���ϼ��w��ʹ�É�����
����632�˳ɹ����c
�������}���Ž�����18336065555