18336065555
18336065555
���ߣ����u�����r�g��2019-06-05
��������˽��҂��ĮaƷ�����ԓܴ��ҹ�˾���N�۟ᾀ���c���·����o�ھ���ԃ�r��
�����ܴ��Ԓ���������ݣ�18336065555
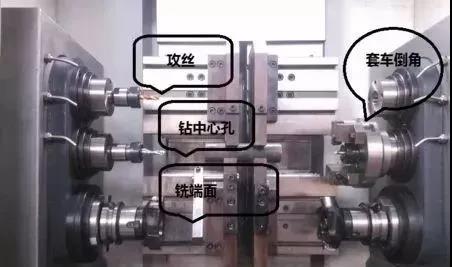
�Vɽ�Cе�O�����a�е��M�ӹ����@�����D������
�M�ף�ָ���nj�味����T�����@�����Mһ���ӹ����M�ɔU�������߾��ȣ��pС����ֲڶȣ�߀�����^�õؼm��ԭ�����S����ƫб���M���Է֞���M���뾫�M�;��M��
�M�֞�һ���M������M�ף�һ���M������ͨ܇���Ϳ��ԣ����M���̶���܇��β�����߹̶���С�����϶����ԡ�����M����Ҫ������@�M�����M��Ҫ�����M����߀Ҫ����Һ����վ������sҺ���Fм�ų���
�Vɽ�Cе�O�����a�е��M�ӹ����@�����D������
�M�ײ��E��ע�����
�M�����b
���b�M������������Ҫ�ģ���ᘌ�����ƫ��ԭ���Ĺ����{�������b�M����Ҫע���^���M������������ƽ�棬�Ƿ��c�M���^���M�o������ͬһˮƽ���ϣ����b��ͬһˮƽ���ϲ��ׂ���м�����������ļӹ������Ƕȡ�
�M��ԇ�M��
�M������ˇ����Ҫ���{���A��0.3~0.5mm�������U�M�����M�װ����������{�����M����≤0.5mm��횝M����m���M�ӹ�������
�M�����b��������M��ԇ�M��C�M���{ԇ�Ƿ�M����MҪ��

�M��Ҫ��
�M���ӹ�ǰ�м��z�鹤�b�������Ķ�λ���ʡ�����λԪ���Ƿ���
�ÿ��ߙz�y���ӹ�����ֱ���Ƕ��٣��y��F��߀�ж����A���ӹ�������
�M�ӹ�ǰ�z���O�䣨���S���؏Ͷ�λ���ȡ��ӑBƽ�⾫���Ƿ�M�㹤ˇ�ӹ�����Ҫ��
�P���M��ԇ�M�^����횙z���M�U��������ӑB����ֵ�������������������p�ټӹ��x�ļ������Ӱ푡�
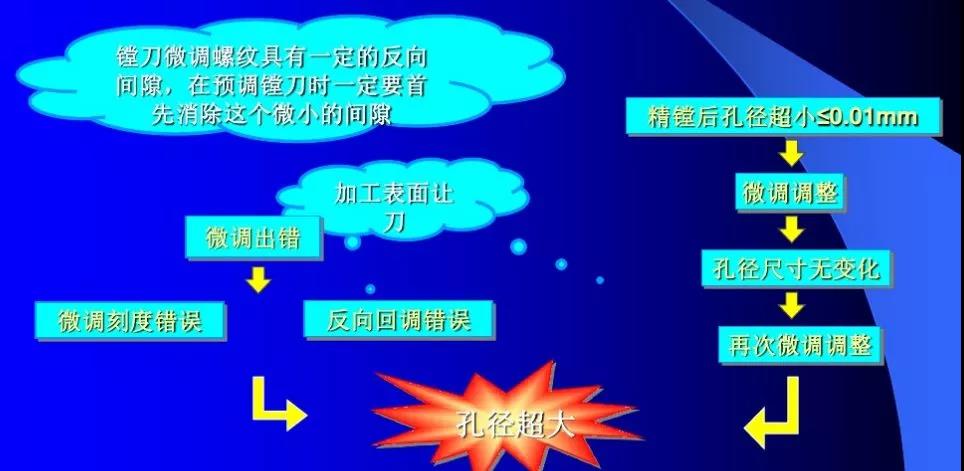
�����M���뾫�M�����M���E����������M�����������M�����s0.5mm���ˣ��뾫�M�����M�����s0.15mm������뾫�M�������^��a�����F��Ӱ푾��M�����{�����ȡ�
�y�ӹ����ϡ��߾����M�ף��ݲ�≤0.02mm�������Ӿ����M�ӹ����E���M��������С��0.05mm����ӹ��揗������
�M�������^���У��ע������M������������Ƭ�͵������c�����K�l���_�����p�ĵ�Ƭ�����������ʹ�M���{��ֵ�l��׃��Ӱ푿��ӹ����ȡ�
�M���ӹ��^����ע�Ᵽ����s�����Ӽӹ���λ�ĝ���Ч���Ԝp����������
���ӹ����E�Ї�����м����ֹ��м���c��������Ӱ푿��ӹ������c�����|����
�M���ӹ��^���Йz�鵶�ߣ���Ƭ��ĥ�p�̶ȣ����r���Q�Կ��ӹ��|�������M���E�������Q��Ƭ��ֹ�`�ÿ���E�ӹ���횇�������^���|������Ҫ���м��z�y���H�ӹ���������ӛ䛣����ڷ������{�������M�ӹ���
�M���ӹ���Ҫ���}
����ĥ�p
���M���ӹ��У������B�m�������׳��Fĥ�p���Ɠp�F�ӹ��ijߴ羫�ȣ�ʹ����ֲڶ�ֵ����ͬ�r���{�M�o��Ԫ�˶����F�����������{���`��ʹ�ӹ������Fƫ���������l�aƷ�|�����ϡ�
��Ƭ�п�ĥ�p׃�� ��

�ӹ��`��
�M�ӹ��ļӹ��`�ӳ�ڿӹ���ijߴ硢��λ�������|��׃���ϣ���ҪӰ������У�
���U�L�����^�������^�L
��Ƭ���|�c�������|��ƥ��
�M������������
�����{�����䲻����
����λƫ�ƌ�������������׃��
�������ϸ߄��Ի�����ԣ�������ϳ���څ��
�����|��
�M���Ѽӹ�������~�[����ݼy���мy���DZ��^��Ҋ�ı����|���F��
��Ҫ�ߵ��M�o���D�ٲ�ƥ����� ��

��Ҫ���M���ӹ��Ą�����Ӽ�����ĥ�p��� ��

�{��ʧ�`
�M���ӹ���������Ҫ�����ˆT�{������ӳԵ��������{�������M�������^������������������l�ӹ��ߴ羫��ƫ�
�y���`��
�M���ӹ��С��ӹ���y���^�̵�����ʹ�ò������y����ʽ�e�`�����M���ӹ��г�Ҋ���|���[����
�y������ʧ�`
�y�����������_
�����M�ӹ��|�����}���� ��

����632�˳ɹ����c
�������}���Ž�����18336065555